
Wprowadzenie
Wyobraź sobie świat bez zakupów online. Dla osób urodzonych po roku 2000 może to wydawać się nie do pomyślenia. Jednak brytyjski wynalazca Michael John Aldrich zrewolucjonizował handel w 1979 roku, tworząc pierwszy system transakcji online, łącząc firmy i konsumentów na całym świecie. Dziś skrzynki na przesyłki są nieśpiewanymi bohaterami tej rewolucji, chroniąc paczki przed deszczem, kradzieżą i uszkodzeniami, gdy nikogo nie ma w domu.
Ten przewodnik pomoże Ci zrozumieć złożoność produkcji skrzynek pocztowych, od doboru materiałów po procesy wytwarzania, zapewniając, że projekt będzie równoważył trwałość, koszt i estetykę.
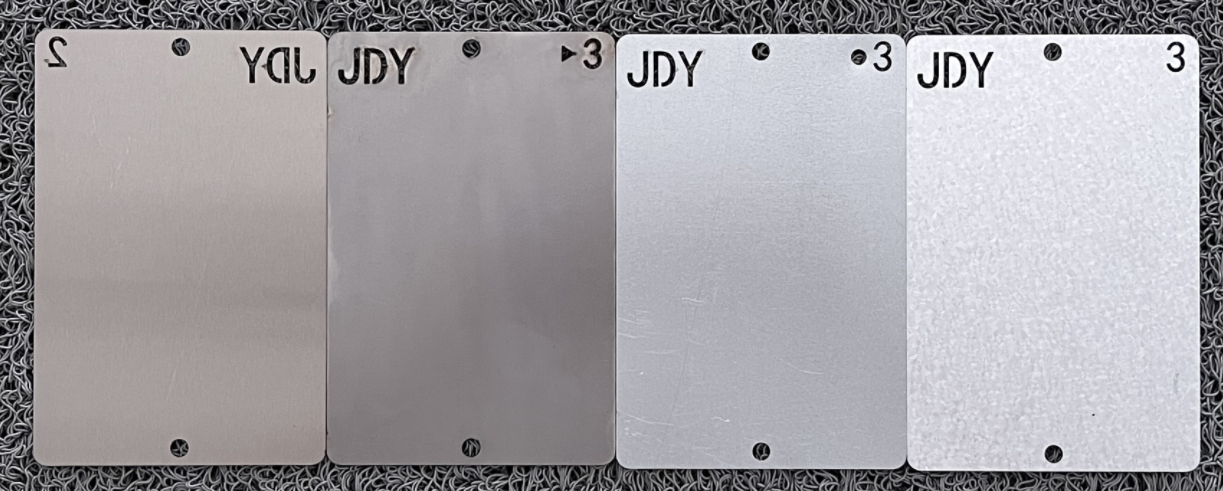
Wybór odpowiedniego materiału metalowego jest kluczowy dla funkcjonalności i trwałości. Poniżej analizujemy najczęstsze opcje, skupiając się na ich właściwościach własnych (bez wpływu procesów powierzchniowych):
| Materiał | Korzyści | Wady |
| Stop aluminiumowy | 1. Wysoka odporność na korozję (naturalna warstwa tlenkowa). 2. Lekkość (niska gęstość). 3. Doskonała plastyczność dla skomplikowanych kształtów. | 1. Niższa wytrzymałość na rozciąganie niż stal; grubsze blachy zmniejszają pojemność magazynową. 2. Wyższy koszt niż stal niskowęglowa. |
| Stal nierdzewna | 1. Doskonała odporność na korozję (stopy chromu/niklu). 2. Wysoka wytrzymałość konstrukcyjna. 3. Urok estetyczny (gładka, błyszcząca powierzchnia). | 1. Duża waga zwiększa koszty transportu. 2. Wysoki koszt początkowy. |
| Zimnopressowany stal | 1. Opłacalność. 2. Wysoka wytrzymałość plastyczna i dobra obrabialność. 3. Kompatybilność z powłokami. | 1. Narażony na rdzę bez powłok ochronnych. 2. Ograniczona trwałość w warunkach zewnętrznych. |
| Stal galwanizowana | 1. Powłoka cynkowa zapobiega korozji. 2. Przystępna cena przy produkcji masowej. | 1. Warstwa cynku może się łuszczyć w przypadku uszkodzenia, odsłaniając metal bazowy. 2. Ograniczona trwałość w środowiskach przybrzeżnych\/solinnych. |
| Stal cynkowo-aluminiowa | 1. Żywotność 2-4 razy dłuższa niż stali ocynkowanej. 2. Właściwości odbijające ciepło. | 1. O 15-20% wyższy koszt niż stal ocynkowana. |
| Pozostałe | 1. Wyjątkowa odporność na korozję. 2. Unikalny urok estetyczny. | 1. Zbyt droga w większości zastosowań. |
| Plastik | 1. Lekki i plastyczny. 2. Niski koszt przy prostych projektach. | 1. Wymaga drogich form odlewniczych. 2. Słaba odporność na UV\/udar. |
Najlepsze rekomendacje do użytku na zewnątrz:
● Oferujące dobre relacje ceny do jakości: Stal ocynkowana lub stal zimnociągana z powłoką proszkową.
● Tereny nadmorskie: Stopy aluminium-cynku lub stal nierdzewna.
● Lekkie konstrukcje: Stop aluminium (upewnij się, że konstrukcja jest wzmocniona).
Odpowiednie dla stali zimnociąganej, stali ocynkowanej oraz stali ocynkowanej aluminiowo-cynkowo.
1. Cięcie laserowe
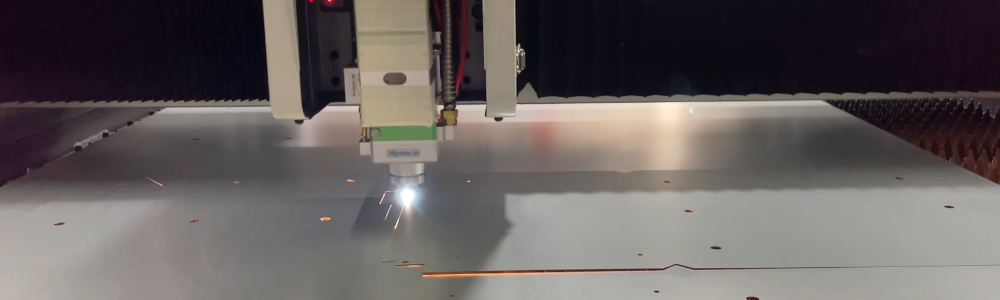
Proces: Laser o dużej mocy wyparowuje metal, tworząc precyzyjne kształty (np. wycięte laserem logo, wzory dekoracyjne).
| Kluczowe aspekty | Potencjalne problemy i rozwiązania |
| Grubość materiału: ≤20 mm | Zaczernione krawędzie: Powodowane nadmierną mocą lasera lub zbyt wolną prędkością. Rozwiązanie: Optymalizacja parametrów (np. laser 3 kW do stali 5 mm przy 2 m/min). |
| Stosuj azot jako gaz pomocniczy przy stali nierdzewnej | Powstawanie rdzy: Narażone krawędzie ulegają utlenieniu. Rozwiązanie: Nałóż tymczasowy środek przeciwrdzowy lub najpierw zajmij się obszarami z powłoką proszkową. |
2. Cięcie CNC

Proces: Matryce nadają blachom kształt łuków, flanż lub wytłaczanych logo.
| Kluczowe aspekty | Potencjalne problemy i rozwiązania |
| Projekty w kształcie łuku poprawiają estetykę | Wysokie koszty form: Niestandardowe matryce kosztują od 2000 do 10 000 USD. Rozwiązanie: Wykorzystaj istniejący projekt zaokrąglonej pokrywy firmy JDY. |
| Idealny do produkcji seryjnej | Słabe struktury w łukach wydrążonych: Rozwiązanie: Zastosowanie demontowalnej konstrukcji w kształcie łuku lub opakowania tłumiącego wstrząsy. |
Chcesz dowiedzieć się więcej? JDY oferuje różne łuki w różnych kształtach oraz bezpieczne metody transportu, które przeszły test upuszczenia z wysokości 50 cm.
3. Gięcie

Proces: Prasy giętarskie tworzą zgięcia w kształcie V/U z promieniami ≥1x grubości materiału.
| Kluczowe aspekty | Potencjalne problemy i rozwiązania |
| Gięcie automatyczne dla powtarzalności | Pęknięcia: Powodowane niewłaściwym promieniem gięcia. Rozwiązanie: Dla stali 2 mm, zastosuj promień ≥2 mm. |
| Kierunek ziarna ma znaczenie (unikaj zgięć równoległych) | Sprężystość: Stal o wysokiej wytrzymałości może odbijać się o 8–12°. Rozwiązanie: Przegnij o 2–3°. |
Studium przypadku: Automatyzacja gięcia skraca czas produkcji o 40% w JDY.
4. Spawanie i ćwiczenie

| Metoda | Zalety | Wady |
| Spawanie | Silne, trwałe połączenia | Odkształcenia termiczne; stosuj spawanie przeplatane. Strefy spawane rdzewieją, jeśli nie są powlekane. |
| Wyrzucanie | Brak odkształceń termicznych, działa na mieszane materiały | Słabe, jeśli otwory są nieprawidłowo dopasowane. Problemy estetyczne z widocznymi nitami. |
5. Lakierowanie proszkowe

Proces: Elektrostatyczne natryskiwanie tworzy warstwę ochronną 60-80μm.
| Stopień | Najlepsze praktyki |
| Wstępne leczenie | - Odżelazianie (czynnik odtłuszczający o pH 9-11). - Fosforanowanie (warstwa cynku 2-3g/m²). |
| Spryskiwanie | - Zachowaj odległość 15-25 cm; napięcie 50-80 kV. - Unikaj efektu „skórki pomarańczy” przez optymalizację wilgotności. |
| Suszka | - 180-200°C przez 20-30 minut (używaj pieców IR do oszczędności energii). |
Typowe wady i sposoby ich naprawy:
● Słabe przyleganie: Spowodowane przez oleiste resztki. Sposób naprawy: Przeprowadź test taśmy po przekroju (ISO 2409).
● Wymaganie koloru: Użyj proszków odpornych na UV, które utrzymają kolor przez 10–15 lat na zewnątrz.
Sekcja 3: Strategie oszczędzania kosztów
● Materiał: Zastosuj stal ocynkowaną zamiast stali nierdzewnej (oszczędność 30–50%).
● Projektowanie: Znormalizuj rozmiary, aby zmniejszyć odpady przy cięciu laserowym.
● Praca: Automatyzacja gięcia i spawania dla dużych serii produkcji.
Podsumowanie
Od cięcia laserowego po powlekane proszkowe, każdy etap produkcji skrzynek pocztowych wymaga precyzji, aby osiągnąć równowagę między trwałością a kosztem. Poprzez dobór odpowiednich materiałów i optymalizację procesów produkcyjnych można tworzyć wysokiej jakości skrzynki pocztowe odporne na warunki atmosferyczne, kradzież i upływ czasu.
● Gotów sięgnąć głębiej? Zapoznaj się z naszymi przewodnikami kontynuującymi:
● Jak zapobiegać rdzy w metalowych skrzynkach pocztowych
 Gorące wiadomości
Gorące wiadomości2025-11-10
2026-04-03
2026-03-31
2015-06-01
2025-06-07
2025-03-31
Jestemy wiodącym producentem skrzynek do doręczania przesyłek w Chinach. Dzięki naszym własnym liniom do natrysku proszkowego, nasze skrzynki na przesyłki są gwarantowane, by wytrzymać 10 lat warunków zewnętrznych.
1st Road, DongNan Industrial Zone 2, WuYi Road, JiangHai District, Jiangmen City, Guangdong Province, Chiny.
Copyright © JDY Hardware CO., LTD Wszelkie prawa zastrzeżone | Polityka prywatności|Blog







