
Შესავალება
Წარმოიდგინეთ მსოფლიო ინტერნეტმაგაზინების გარეშე. 2000 წელზე შემდეგ დაბადებულებისთვის ეს უფრო ნაკლებად გასაგები იქნება. თუმცა, ბრიტანელმა გამომგონებელმა მაიკლ ჯონ ალდრიჩმა 1979 წელს გაამართლა კომერცია, როდესაც შექმნა პირველი ონლაინ ტრანზაქციების სისტემა, რომელმაც საოპერო ბიზნესსა და მომხმარებელს შორის მოუწყო კავშირი მსოფლიო მასშტაბით. დღეს კი საფოსტო ყუთები ამ რევოლუციის არასახელმოწერი გმირები არიან, რომლებიც დაცულად ატარებენ გადაზიდვებს წვიმისგან, სამარცხველობისგან და დაზიანებისგან, როდესაც სახლში არავინ არ არის.
Ეს განკუთვნილია თქვენი დახმარებისთვის პარცელბოქსების წარმოების სირთულეების გასავლელად, მასალების შერჩევიდან წარმოების პროცესებამდე, რათა დარწმუნდეთ, რომ თქვენი დიზაინი აერთიანებს მაგარს, ხარჯთაღლილობას და ესთეტიკას.
Სწორი მეტალის მასალის არჩევა არის მნიშვნელოვანი ფუნქციონალურობის და სიცოცხლის ხანგრძლივობისთვის. ქვემოთ გავაანალიზებთ ხშირად გამოყენებად ვარიანტებს, გავიხსნით მათ შესაბამის თვისებებს (გამონაკლისად პოსტ-დამუშავების ეფექტების):
| Მასალა | Სარგებლები | Მინუსები |
| Ალუმინის ლეგირება | 1. მაღალი კოროზიის მედეგობა (ბუნებრივი ოქსიდური ფენა). 2. მსუბუქი (დაბალი სიმკვრივე). 3. განსაკუთრებით კარგი ფორმის მიცემის შესაძლებლობა რთული დიზაინებისთვის. | 1. მარტივი ფოლადის დაბალი სიმტკიცე; საწყობის ტევადობის შესაბამისი მსხვილი ფორმა. 2. მარტივი ფოლადის ზემოთ მიუთითებული ფასი. |
| Უჟანგავი ფოლადი | 1. ასახელებელი კოროზიის მიმართ მდგრადობა (ქრომის/ნიკელის შენადნობები). 2. მაღალი სტრუქტურული სიმტკიცე. 3. ესთეტიკური მიმზიდველობა (გლუვი, ბზინვარე ზედაპირი). | 1. მასის მატარებელი ზრდის ტრანსპორტირების ხარჯებს. 2. ძვირი საწყისი ინვესტიციები. |
| Ცილი როლადი ფერო | 1. ხელმისაწვდომი ფასი. 2. მაღალი დამამუშავებელი სიმტკიცე და მანქანის მუშაობა. 3. თავსებადი საფარით. | 1. დამცავი საფარის გარეშე იატაკის მიმართ დამახინჯებული. 2. გარე სიმაგრის შეზღუდული ხანგრძლივობა. |
| Გალვანიზებული ფოლადი | 1. ცინკის საფარი ეწინააღმდეგება კოროზიას. 2. ხელმისაწვდომი სიდიდის მასობრივი წარმოებისთვის. | 1. დაზიანების შემთხვევაში ცინკის ფენა შეიძლება მოიშროს, რაც ახლოებს მეტალს. 2. შეზღუდული სიცოცხლის ხანგრძლივობა სანაპირო/მარილიან გარემოში. |
| Ალუმინის-ცინკის ფოლადი | 1. გალვანიზებული ფოლადის სიცოცხლის ხანგრძლივობა 2-4-ჯერ მეტია. 2. სითბოს ასახვის თვისებები. | 1. გალვანიზებული ფოლადის ზემოთ მიუთითებული ფასი 15-20%. |
| Სპილენძის შენაირება | 1. განსაკუთრებული კოროზიის მედეგობა. 2. უნიკალური ესთეტიკური მოხიბვა. | 1. უმეტეს აპლიკაციებისთვის ზედმეტად ხარჯიანია. |
| Პლასტიკი | 1. მსუბუქი და მოსახმობია. 2. მარტივი დიზაინისთვის დაბალი ხარჯიანობა. | 1. საჭიროებს ხარჯიან ფორმებს. 2. დაბალი UV/დარტყმის მედეგობა. |
Რჩევები გამოყენებისთვის გარეთ:
● ბიუჯეტის მიმართ მგრძნობიარე: Ცინკის დამუშავებული ან ცივი გატანული ფოლადი ფხვნილოვანი საფარით.
● სანაპირო ზოლისთვის: Ალუმინის-ცინკის შენადნობა ან ნახშირბადის გარეშე ფოლადი.
● მსუბუქი კონსტრუქციების საჭიროებისთვის: Ალუმინის შენადნობი (სტრუქტურული გამაგრების უზრუნველყოფა).
Შესაბამისია ცივი გატანის ფოლადისთვის, ცინკის და ალუმინის ფოლადისთვის.
1.ლაზერული ჭრა
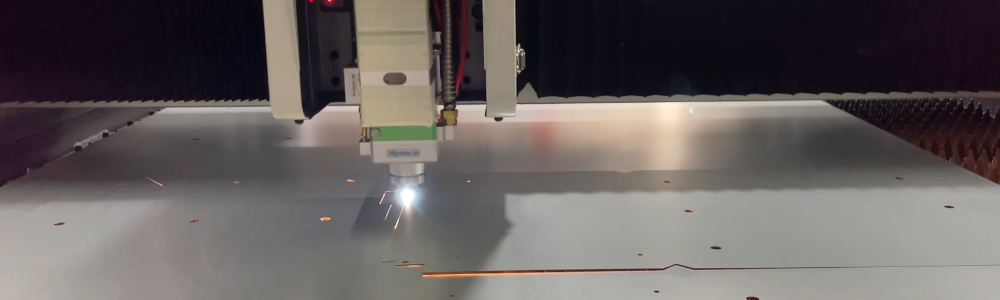
Პროცესი: Მაღალი სიმძლავრის ლაზერი აორთქლებს ლითონს ზუსტი ფორმების მისაღებად (მაგ., ლოგოს ლაზერული ჭრა, სამშობლო ნაქანები).
| Ძირითადი საკითხები | Პოტენციური ხარვეზები და ამონახსნები |
| Მასალის სისქე: ≤20მმ | Შემობრუნებული კიდეები: გამოწვეულია ძალიან მაღალი ლაზერული სიმძლავრით ან ნელი სიჩქარით. ამონახსნი: პარამეტრების ოპტიმიზება (მაგ., 3კვ ლაზერი 5მმ ფოლადისთვის 2მ/წმ-ში). |
| Აზოტის დამხმარე აირის გამოყენება ნახშირმჟავა ფოლადისთვის | Იატაკის წარმოქმნა: გახურული კიდეები ოქსიდდება. ამონახსნი: დააფინეთ დროებითი საწინააღმდეგო საშუალება ან პრიორიტეტი მიენიჭოს ფარდის დამუშავებულ ადგილებს. |
2. CNC პუნქტირება

Პროცესი: დიელები ქმნიან მეტალის ფურცლების არკის ფორმის, მარჯვენა მხრის ან მომბოსკო ლოგოების ფორმებს.
| Ძირითადი საკითხები | Პოტენციური ხარვეზები და ამონახსნები |
| Რკალის ფორმის დიზაინები ამაღლებს ესთეტიკურ მახასიათებლებს | Მაღალი დედაქალაქის ხარჯები: საზომი დიელების ღირებულება $2,000-$10,000-ია. გამოსავალი: JDY-ის არსებული მრგვალი ზედა მარყუჟის დიზაინის გამოყენება. |
| Საუკეთესო სერიული წარმოებისთვის | Სტრუქტურული სისუსტე ცარიელი რკალებში: გამოსავალი: მოსაშლელი რკალის ფორმის სტრუქტურის გამოყენება ან შოკშემსასრული გამაგრების გამოყენება. |
Სურს სიღრმისეული ინფორმაციის მიღება, JDY სთავაზობს რკალის ფორმის სხვადასხვა ფორმის და უსაფრთხოების ტრანსპორტირების მეთოდებს, რომლებმაც გაიარეს 50 სმ დაშლის ყუთის ტესტი.
3. გადაკეტვა

Პროცესი: დახურული სარტყელები ქმნიან V/U-ს ფორმის მოხრებს, რომელთა რადიუსი ≥1x მასალის სისქე.
| Ძირითადი საკითხები | Პოტენციური ხარვეზები და ამონახსნები |
| Ავტომატური მოხრის სტაბილურობისთვის | Გა cracks ვარდნა: გამოწვეულია არასწორი მრუდის რადიუსით. გამოსავალი: 2 მმ ფოლადისთვის გამოიყენეთ ≥2 მმ რადიუსი. |
| Მიმართულება არის მნიშვნელოვანი (არ შეიძლება პარალელური გადაკეტვა) | Სპრინგბექი: მაღალი სიმტკიცის ფოლადი შეიძლება დაბრუნდეს 8-12°. გამოსავალი: გადახურვა 2-3°-ით. |
Შესწავლის შემთხვევა: გადაღუნვის ავტომატიზაცია ამცირებს წარმოების დროს 40%-ით JDY-სთვის.
4. შედუღება და შეკავება

| Მეთოდი | Დადებითი | Მინუსები |
| Შედუღება | Ძლიერი, მუდმივი ბმულები | Სითბოს დისტორსია; გამოიყენეთ შეწყვეტით დაშვება. შედუღების ზონები იკვრება თუ არ არის დამუშავებული. |
| Რივეტირება | Არ არის სითბოს დისტორსია, მუშაობს შერეული მასალებისთვის | Დაბალი თუ ხვრელები არ არის გასწორებული. ესთეტიკური პრობლემები ხილული რიგებით. |
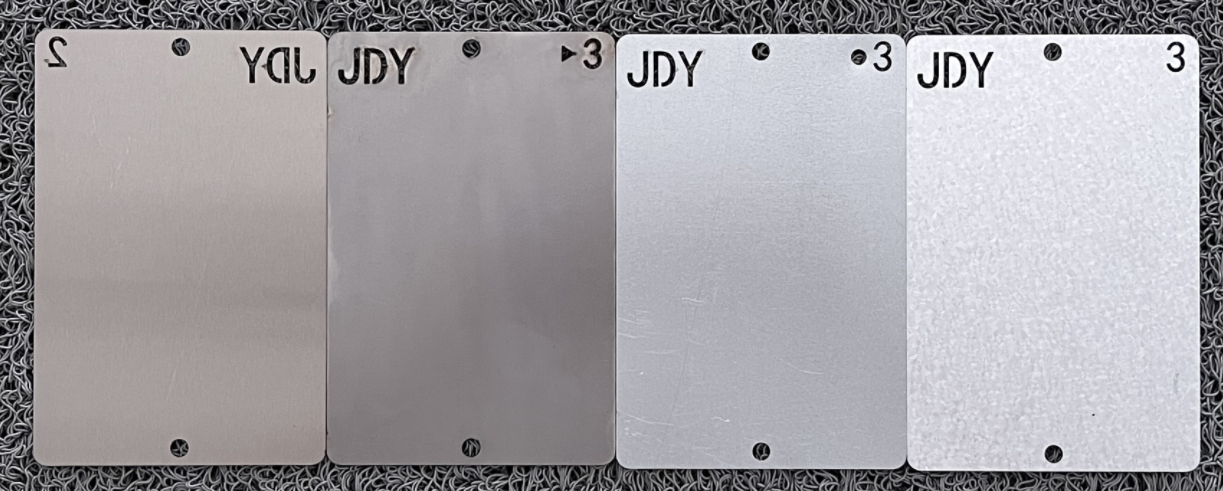
5. ფხვნილი საფარი

Პროცესი: ელექტროსტატიკური სპრეი ქმნის 60-80μm დამცავ ფენას.
| Ნაბიჯი | Უკეთესი პრაქტიკები |
| Წინასწარი დამუშავება | - დეჟირი (pH 9-11 ტუტე საწმენდი). - ფოსფატირება (2-3g/m² ცინკის ფენა). |
| Სპრეის ჩართვა | - შეინარჩუნეთ 15-25სმ მანძილი; 50-80კვ ძაბვა. - არიდეთ "ნარინჯის ტექსტური" დეფექტის ოპტიმიზაციით სისხამე. |
| Გამოსაკურავი | - 180-200°C 20-30 წუთის განმავლობაში (გამოიყენეთ IR ღუმელები ენერგოეფექტურობისთვის). |
Ხშირი დეფექტები და მოგვარება:
● ცუდი მიწება: Მოწვეულია მსვლელი ნარჩენებით. აღმოსაფხილებელი საშუალება: Გაუტარეთ კვეთის და ტეიპის ტესტირება (ISO 2409).
● ფერის გამოხატვა: Გამოიყენეთ ულტრაიისფერი წინააღმდეგობის ფხვნილი, რომელიც გაგრძელდება 10-15 წელზე მეტი ხანი გარეთ.
Ნაწილი 3: ხარჯების შემსუბუქების სტრატეგიები
● მასალა: Გამოიყენეთ ცინკის დამუშავებული ფოლადი არაჩირქვიანი ფოლადის ნაცვლად (ზოგავს 30-50%).
● დიზაინი: Გაასტანდარტეთ ზომები ლაზერული ჭრის ნარჩენების შესამცირებლად.
● ხელოსნობა: Ავტომატური ლანძღვა და შედუღება მაღალი მოცულობის შეკვეთებისთვის.
Დასკვნა
Ლაზერული ჭრიდან ფხვნილოვან საფარმასამდე, პაკეტ-დასავლების წარმოების თითოეული ნაბიჯი მოითხოვს სიზუსტეს, რათა დაიცვას მდგრადობა და ხარჯების ბალანსი. მასალების სწორი არჩევანით და წარმოების პროცესების ოპტიმიზებით შეგიძლიათ შექმნათ მაღალი ხარისხის პაკეტ-დასავლები, რომლებიც გაძლებენ ამინდს, სპორს და დროს.
● მზად ხართ უფრო ღრმად შესვლაზე? Გაეცანით ჩვენს შემდეგ განხმავებს:
● Როგორ შევაჩეროთ ლითონის საფოსტო ყუთებში რჟავის წარმოქმნა
 Სწორი სიახლეები
Სწორი სიახლეები2025-11-10
2026-04-03
2026-03-31
2015-06-01
2025-06-07
2025-03-31
Ჩვენ არის წამყვანი მწარმოებელი საფოსტო ყუთების ჩინეთში. ჩვენი საკუთარი ფართო საღებავი ხაზების წყალობით, ჩვენი საფოსტო ყუთები გარანტირებულია გარე პირობების გამძლეობა 10 წელზე მეტი ხნის განმავლობაში.
1st Road, DongNan Industrial Zone 2, WuYi Road, JiangHai District, Jiangmen City, Guangdong Province, China.
Ყველა უფლება დაცულია © JDY Hardware CO., LTD | Კონფიდენციალურობის პოლიტიკა|Ბლოგი







