
はじめに
オンラインショッピングのない世界を想像してみてください。2000年代以降に生まれた人にとっては、これは考えられないことかもしれません。しかし、イギリスの発明家マイケル・ジョン・オールドリッチは、1979年に最初のオンライン取引システムを創り出し、世界中のビジネスと消費者を結ぶ商業革命をもたらしました。今日、宅配ボックスはこの革命における無名の英雄であり、誰もいないときに届いた荷物を雨や盗難、破損から守る役割を果たしています。
このガイドでは、素材の選定から製造プロセスまで、宅配ボックス製造の複雑さを理解し、耐久性・コスト・美観のバランスが取れた設計ができるようにお手伝いします。
機能性と耐久性を確保するため、適切な金属素材の選定は非常に重要です。以下に一般的な選択肢を、その基本的な性質(加工処理後の効果を除く)に注目して分析します:
| 材質 | メリット | 欠点 |
| アルミニウム合金 | 1. 高い耐食性(自然酸化皮膜形成)。2. 軽量(低密度)。3. 複雑なデザインにも成型可能な優れた成形性。 | 1. 鋼鉄より引張強度が低い。パネルが厚くなると収容能力が減少する。2. 軽鋼より高コスト。 |
| ステンレス鋼 | 1. 優れた耐食性(クロム/ニッケル合金)。2. 高い構造強度。3. 美的アピール(滑らかで光沢のある仕上げ)。 | 1. 重量が重いため輸送コストが増加。2. 初期投資が高額。 |
| 冷間圧延鋼 | 1. コストパフォーマンスに優れる。2. 高い降伏強度と機械加工性。3. コーティングとの適合性。 | 1. 防錆コーティングなしでは錆びやすい。2. 屋外耐久性に限界がある。 |
| 亜鉛めっき鋼板 | 1. 錆びにくい亜鉛コーティング。2. 大量生産に適した価格。 | 1. 損傷により亜鉛層が剥がれ、素地金属が露出する場合がある。2. 海岸沿い/塩分の多い環境では寿命が限られる。 |
| アルミニウム・亜鉛鋼 | 1. ガルバリウム鋼板より2〜4倍長い寿命。2. 熱反射特性。 | 1. ガルバリウム鋼板より15〜20%高コスト。 |
| 銅合金 | 1. 優れた耐食性。2. 独特な美的魅力。 | 1. 大半の用途において高価すぎる。 |
| プラスチック | 1. 軽量で成形可能。2. シンプルなデザインには低コスト。 | 1. 高価な金型が必要。2. 耐紫外線性・耐衝撃性に劣る。 |
屋外使用におけるおすすめ:
● コストパフォーマンス重視: 粉体塗装を施した亜鉛めっき鋼板または冷延鋼板。
● 海岸地域向け: アルミニウム亜鉛合金またはステンレス鋼。
● 軽量性を必要とする用途: アルミニウム合金(構造補強を確保)。
冷延鋼板、亜鉛メッキ鋼板、アルミ亜鉛鋼板に適しています。
1. レーザー切断
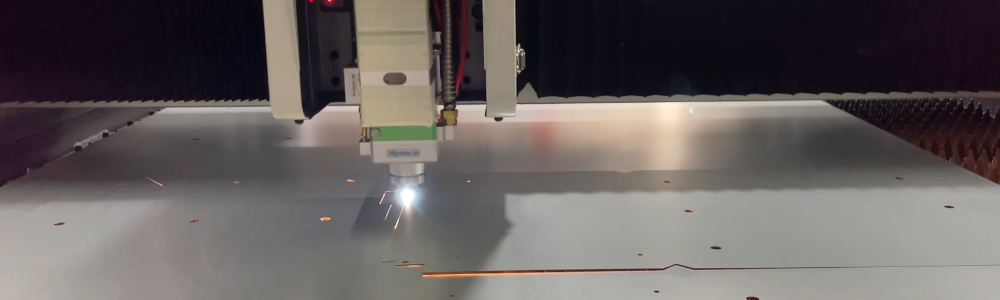
プロセス: 高出力レーザーが金属を蒸発させて正確な形状を作成(例:レーザーカットアウトロゴ、装飾模様)。
| 重要な点 | 潜在的な問題とその解決策 |
| 材料の厚さ:≤20mm | 黒く変色したエッジ:レーザー出力が高すぎる、または速度が遅いことが原因。対策:パラメーターを最適化(例:5mm鋼板に3kWレーザーを2m/分で加工)。 |
| ステンレス鋼には窒素補助ガスを使用 | 錆の発生:露出したエッジが酸化。対策:一時的な防錆スプレーや、粉体塗装部分を優先する。 |
2. CNCパンチング

工程: 金型が金属板をアーチ、フランジ、またはエンボスロゴに成形します。
| 重要な点 | 潜在的な問題とその解決策 |
| アーチ状のデザインが美観を向上させます | 金型コストが高い: カスタム金型は2,000~10,000ドルかかります。対策: JDYの既存のラウンドトップカバーデザインを利用すること。 |
| 量産に最適 | 中空アーチの構造的弱点: 対策: 着脱可能なアーチ状構造を利用、または衝撃吸収梱包材を使用する。 |
さらに詳しい情報をご覧になりたい場合、JYDはさまざまな形状のアーチ製品や50cmドロップボックステストに合格した安全な輸送方法を提供しています。
3. ベンディング

工程: プレスブレーキにより、V字/U字の曲げ加工を半径が素材厚み以上となるように形成します。
| 重要な点 | 潜在的な問題とその解決策 |
| 一貫性を保つための自動ベンディング加工 | 亀裂:曲げ半径が不適切なことが原因。対策:2mmの鋼材の場合は、半径2mm以上を使用すること。 |
| 繊維方向に注意(平行な曲げ加工は避ける) | スプリングバック:高張力鋼板は8〜12°戻りやすい。対策:2〜3°過剰に曲げ加工する。 |
ケーススタディ:曲げ加工の自動化によりJDYの生産時間が40%短縮。
4. 溶接およびリベット

| 方法 | 利点 | 欠点 |
| 溶接 | 強度があり、永久的な接合 | 熱による変形、スキップ溶接を活用。コーティングされていない溶接部は錆びやすい。 |
| 引 | 熱変形がなく、異種素材にも対応可能 | 穴の位置がずれると弱くなる。リベットが目立つ場合に外観上の問題あり。 |
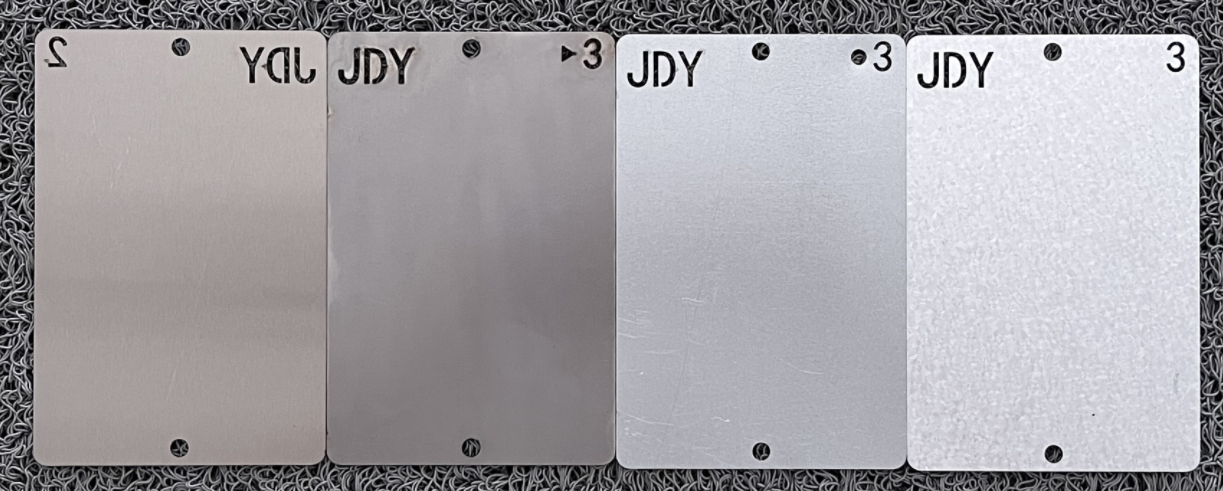
5. パウダーコーティング

工程:静電スプレーにより60〜80μmの保護層を形成します。
| ステップ | 最善の実践 |
| 前処理 | - 脱脂(pH 9〜11のアルカリ洗浄剤)。 - 磷酸処理(2〜3g/m²亜鉛層)。 |
| スプレー | - 15〜25cmの距離を維持し、電圧は50〜80kV。 - 湿度を最適化し、「オレンジピール」を回避してください。 |
| 固める | - 180〜200°Cで20〜30分間(エネルギー効率のためIRオーブンを使用)。 |
一般的な欠陥と対処方法:
● 接着不良: 油性残留物が原因。対策: クロスカットテープ試験を実施する (ISO 2409)。
● 色あせ: 屋外で10〜15年持続するUV耐性粉末を使用してください。
セクション3:コスト削減戦略
● 材料: ステンレス鋼の代わりに亜鉛メッキ鋼を使用する(30〜50%コスト削減)。
● デザイン: レーザー切断の廃材を減らすため、サイズを標準化する。
● 人件費: 大量注文の場合、曲げ加工および溶接の自動化を行う。
結論
レーザー切断から粉体塗装まで、宅配ボックス製造の各工程では、耐久性とコストのバランスを取るために精密さが求められます。適切な材料を選定し、生産プロセスを最適化することで、天候や盗難、時間に耐える高品質な宅配ボックスを製造できます。
● より深く知る準備はできましたか? 続編のガイドをご覧ください:
 最新ニュース
最新ニュース2025-11-10
2026-04-03
2026-03-31
2015-06-01
2025-06-07
2025-03-31
当社は中国における宅配ボックスの主要メーカーです。自社内に設置された粉体塗装ラインにより、当社の宅配ボックスは10年間屋外環境に耐えることができることを保証しています。
著作権 © JDY Hardware CO., LTD すべての権利予約済み | プライバシーポリシー|ブログ







