
Ievads
Iedomājieties pasauli bez tiešsaistes iepirkšanos. Tiem, kas dzimuši pēc 2000. gada, tas var šķist neiedomājams. Tomēr britu izgudrotājs Maikls Džons Olbrids 1979. gadā revolucionēja tirdzniecību, izveidojot pirmo tiešsaistes transakciju sistēmu, kas savienoja uzņēmumus un patērētājus visā pasaulē. Šodien pakomātes ir šīs revolūcijas nepateiksmīgie varoņi, kas pasargā piegādes no lietus, zādzības un bojājumiem, kad mājās neviena nav.
Šis ceļvedis palīdzēs jums orientēties parcelmātes ražošanas sarežģītībā, sākot no materiālu izvēles līdz ražošanas procesiem, nodrošinot, lai jūsu dizains līdzsvaro izturību, izmaksas un estētiku.
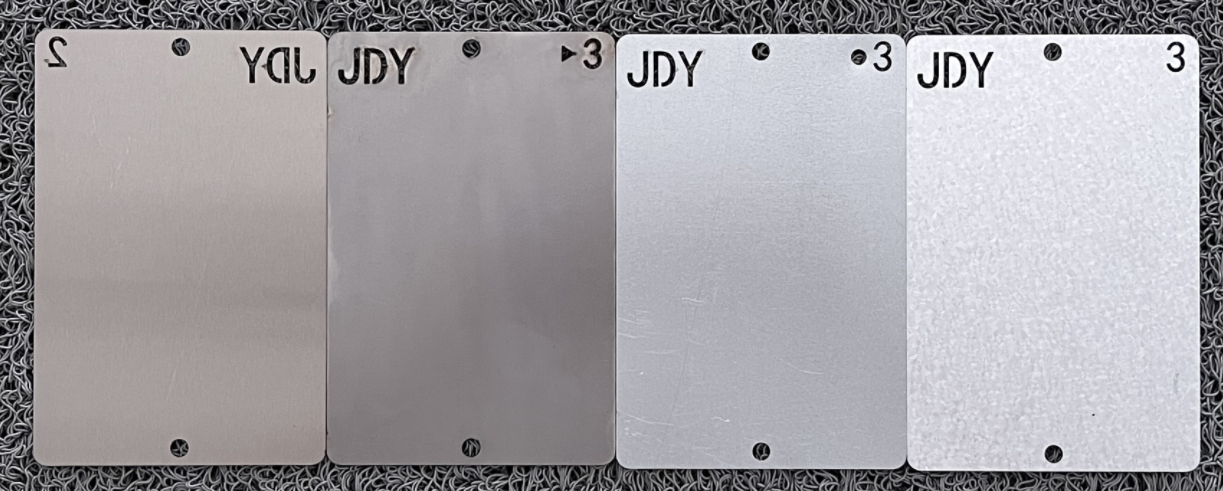
Izvēloties pareizo metāla materiālu, ir kritiski svarīgi nodrošināt funkcionalitāti un ilgmūžīgumu. Zemāk mēs analizējam izplatītas iespējas, koncentrējoties uz to iekšējām īpašībām (neieskaitot pēcapstrādes efektus):
| Materiālam | Priekšrocības | Nepilnības |
| Aluminija alejancija | 1. Augsta korozijizturība (dabiska oksīda slāņa veidošanās). 2. Vieglums (zems blīvums). 3. Lieliska veidojamība sarežģītiem dizainiem. | 1. Zemāka stiepes izturība nekā tēraudam; biezākas plāksnes samazina uzglabāšanas ietilpību. 2. Augstāka cena nekā parastajam tēraudam. |
| Nerūsējošais tērauds | 1. Lieliska korozijizturība (hroma/nikela sakausējumi). 2. Augsta konstrukcijas izturība. 3. Estētisks izskats (gluda, spīdīga virsma). | 1. Liels svars palielina piegādes izmaksas. 2. Dārga sākotnējā ieguldījuma izmaksa. |
| Kalnē līdzinīts zelts | 1. Izdevīgs. 2. Augsta plūstamības robeža un apstrādājamība ar griešanu. 3. Savietojams ar pārklājumiem. | 1. Tiek bojāts ar rūsas veidošanos bez aizsargpārklājumiem. 2. Ierobežota izturība ārā. |
| Cinkots tērauds | 1. Cinkota pārklājuma korozijizturība. 2. Lēts masveida ražošanai. | 1. Cinka slānis var nošķirties, ja bojāts, atklājot pamatmateriālu. 2. Ierobežots kalpošanas laiks piekrastes/sāļos vidēs. |
| Alumīnija-Cinka tērauds | 1. 2–4 reizes ilgāka kalpošanas laiks nekā cinkota tērauda. 2. Siltumu atstarojošas īpašības. | 1. Par 15–20 % dārgāka nekā cinkots tērauds. |
| Vara sakausējums | 1. Izcila korozijizturība. 2. Unikāls estētisks izskats. | 1. Lielākajai daļai pielietojumu pārāk dārga. |
| Plastmasa | 1. Vieglums un veidojamība. 2. Zema cena vienkāršiem dizainiem. | 1. Nepieciešami dārgi veidņi. 2. Vāja UV/trieciena izturība. |
Ieteikumi āra lietošanai:
● Ietaupījumu veicinošs variants: Cinkots vai auksti velmēts tērauds ar pulvera pārklāju.
● Piekrastes apgabali: Alumīnija-cinka sakausējums vai nerūsējošais tērauds.
● Viegluma prasības: Alumīnija sakausējums (nodrošināt konstrukcijas pastiprināšanu).
Derīgs aukstās deformēšanas tērauds, cinkots tērauds un alumīnija-cinka tērauds.
1.Lāzera griešana
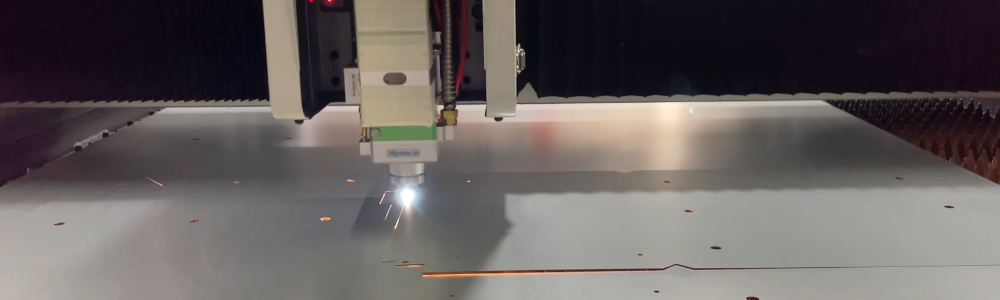
Process: Augstas jaudas lāzeri tvaicē metālu, lai izveidotu precīzas formas (piemēram, lāzera izgrieztas logotipi, dekoratīvi raksti).
| Galvenie apsvērumi | Iespējamās problēmas un risinājumi |
| Materiāla biezums: ≤20 mm | Savārīti malas: Tiek izraisītas pārāk lielas lāzera jaudas vai lēnas ātruma dēļ. Risinājums: Optimizēt parametrus (piemēram, 3 kW lāzers 5 mm tēraudam ar ātrumu 2 m/min). |
| Izmantojiet slāpekļa palīggāzi no tērauda | Rūsas veidošanās: Atsegtās malas oksidējas. Risinājums: Uzklājiet pagaidu pretkorozijas pulveri vai dodiet priekšroku pulvera pārklātiem apgabaliem. |
2. CNC perforēšana

Process: Veidnes veido metāla loksnes līkumos, flancēs vai ievilkto logotipu.
| Galvenie apsvērumi | Iespējamās problēmas un risinājumi |
| Lokveida dizains uzlabo estētiku | Augstas veidņu izmaksas: Individualizētām veidnēm ir izmaksas no 2000 līdz 10 000 USD. Risinājums: Izmantojiet JDY esošo noapaļoto vāka dizainu. |
| Ideāli piemērots partijas ražošanai | Konstrukcijas vājums dobu loku iekšpusē: Risinājums: Izmantojiet noņemamu loka struktūru vai izmantojiet triecienizturīgu iepakojumu. |
Ja vēlaties uzzināt vairāk, JDY piedāvā dažādas loka formas dažādos veidos un drošus transportēšanas paņēmienus, kas izturējuši 50 cm krišanas kastes testu.
3. Liekšana

Process: Nospiediet bremzes, lai izveidotu V/U veida liekumus ar rādiusiem ≥1x materiāla biezums.
| Galvenie apsvērumi | Iespējamās problēmas un risinājumi |
| Automatizēts liekšana vienveidībai | Plaisāšana: Izraisīta nepareiza liekšanas rādiusa. Risinājums: 2 mm tēraudam izmantojiet ≥2 mm rādiusu. |
| Virsma ir svarīga (izvairieties no paralēliem līkumiem) | Atsperība: Augstas stiprības tērauds var atsperēties 8–12°. Risinājums: Pārlieciet par 2–3°. |
Gadījuma izpēte: Liekšanas automatizācija samazina ražošanas laiku par 40% uzņēmumam JDY.
4. Metināšana un nīgošana

| Metodi | Priekšrocības | Trūkumi |
| Saldēšana | Stipras, pastāvīgas saites | Siltuma izkropļojumi; izmantojiet metināšanu ar pārtraukumiem. Metināšanas zonas rūsē, ja tās nav pārklātas. |
| Atgriežot | Nav siltuma izkropļojumu, darbojas arī ar maisītiem materiāliem | Vāja, ja caurumi nav saskaņoti. Estētiskas problēmas ar redzamām kniedēm. |
5. Pulverkrāsa

Process: Elektrostatiskās pārklāšanas rezultātā veidojas 60-80 μm aizsargkārta.
| Solis | Par labākajiem prakšu piemēriem |
| Iepriekšēja apstrāde | - Nožadzināt (pH 9-11 sārmains tīrītājs). - Fosfatēšana (2-3 g/m² cinka kārta). |
| Izspraust | - Saglabāt attālumu 15-25 cm; 50-80 kV spriegums. - Novērst "apelsīnu miza" efektu, optimizējot mitruma līmeni. |
| Siltināšana | - 180-200 °C temperatūrā 20-30 minūtes (izmantojiet infrasarkanos krāsnis, lai taupītu enerģiju). |
Biežākās kļūdas un to novēršana:
● Slikta saķere: Izraisīja eļļainas atlikumi. Risinājums: Veikt krusteniskās lentes testu (ISO 2409).
● Krāsas izbalēšana: Izmantojiet UV izturīgas pulvera krāsas, lai tās varētu izmantot ārā 10–15 gadus.
3. sadaļa: Izdevumu ietaupīšanas stratēģijas
● Materiāls: Izmantojiet cinkotu tēraudu, nevis nerūsējošu tēraudu (taupīt 30–50%).
● Dizains: Standartizējiet izmērus, lai samazinātu lāzerkrāpšanas atkritumus.
● Darbs: Automatizējiet liekšanu un metināšanu lielām pasūtījumu apjomām.
Secinājums
No lāzerkrāpšanas līdz pulvera pārklājumam – katra pakomātu ražošanas posmā ir nepieciešama precizitāte, lai izturīgā un izmaksu ziņā līdzsvarotu. Izvēloties pareizos materiālus un optimizējot ražošanas procesus, var izgatavot augstas kvalitātes pakomātus, kas izturēs laika apstākļus, zagšanu un laiku.
● Gatavs iegulties dziļāk? Izpētiet mūsu turpmākos norādījumus:
● Kā novērst rūsas veidošanos metāla paciņu kastēs
 Karstākās ziņas
Karstākās ziņas2025-11-10
2026-04-03
2026-03-31
2015-06-01
2025-06-07
2025-03-31
Mēs esam vadošais sūtījumu kastu ražotāji Ķinā. Ar mūsu pašu pulverspārdu līnijām, mūsu sūtījumu kastes garantētas izturēt āra apstākļus 10 gadus.
1. iela, DongNan industriālajā zonā 2, WuYi ielā, JiangHai rajonā, Dzjammenas pilsētā, Guangdong provinces, Ķīnā.
Autortiesības © JDY Hardware CO., LTD Visas tiesības aizsargātas | Konfidencialitātes politika|Bloga







