
Úvod
Představte si svět bez nákupů přes internet. Pro ty, kdo se narodili po roce 2000, to může znít nepředstavitelně. Přesto v roce 1979 revolučně změnil obchod britský vynálezce Michael John Aldrich, který vytvořil první systém online transakcí, jímž propojil podniky a spotřebitele po celém světě. Dnes jsou poštovní schránky neznámými hrdiny této revoluce, které chrání zásilky před deštěm, krádeží a poškozením, když nikdo doma není.
Tato příručka vám pomůže rozluštit složitosti výroby poštovních schránek, od výběru materiálu po výrobní procesy, aby váš návrh dosahoval rovnováhy mezi odolností, náklady a estetikou.
Výběr správného kovového materiálu je klíčový pro funkčnost a trvanlivost. Níže analyzujeme běžné možnosti, zaměřujíc se na jejich inherentní vlastnosti (vyjma účinků povrchových úprav):
| Materiál | Výhody | Nevýhody |
| Hliníková slitina | 1. Vysoká odolnost proti korozi (přirozená oxidová vrstva). 2. Lehkost (nízká hustota). 3. Vynikající tvárnost pro složité konstrukce. | 1. Nižší mez pevnosti v tahu než u oceli; tlustší panely snižují kapacitu ukládání. 2. Vyšší náklady než u měkké oceli. |
| Nerezovou ocel | 1. Vynikající odolnost proti korozi (chromové/niklové slitiny). 2. Vysoká konstrukční pevnost. 3. Estetický vzhled (hladký, lesklý povrch). | 1. Větší hmotnost zvyšuje náklady na dopravu. 2. Vysoké pořizovací náklady. |
| Chlazená ocel | 1. Nákladově efektivní. 2. Vysoká mez kluzu a obrábětelnost. 3. Kompatibilita s povlaky. | 1. Náchylnost k rezavění bez ochranných povlaků. 2. Omezená trvanlivost venku. |
| Galvanizovaná ocel | 1. Zinkový povlak odolává korozi. 2. Dostupné pro sériovou výrobu. | 1. Zinková vrstva může odlupovat, pokud je poškozena, a odhalit základní kov. 2. Omezená životnost v přímořském/slaném prostředí. |
| Hliníko-zinková ocel | 1. 2–4x delší životnost než u pozinkované oceli. 2. Vlastnosti odrážející teplo. | 1. 15–20 % vyšší náklady než u pozinkované oceli. |
| Slitiny mědi | 1. Výjimečná odolnost proti korozi. 2. Jedinečný estetický vzhled. | 1. Pro většinu aplikací nepřiměřeně vysoká cena. |
| Plast | 1. Lehký a tvárný. 2. Nízká cena pro jednoduché konstrukce. | 1. Vyžaduje nákladné formy. 2. Slabá odolnost proti UV záření/nárazům. |
Návrhy pro použití venku:
● Ekonomická varianta: Pozinkovaná nebo za studena válcovaná ocel s práškovým nátěrem.
● Pobřežní oblasti: Slitina hliníku a zinku nebo nerezová ocel.
● Potřeba lehkosti: Hliníková slitina (zajistěte výztuž konstrukce).
vhodné pro studeně válcovanou ocel, pozinkovanou ocel a ocel potaženou slitinou hliníku a zinku.
1. Laserové řezání
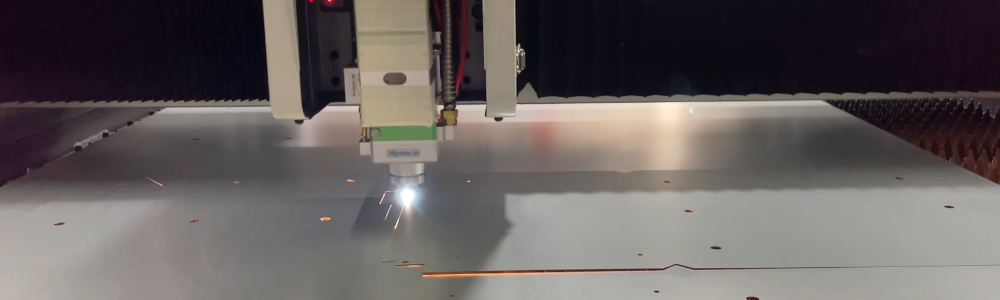
Zpracování: Vysokovýkonové lasery vypařují kov a vytvářejí přesné tvary (např. laserové výřezy s logem, dekorativní vzory).
| Hlavní úvahy | Možné problémy a řešení |
| Tloušťka materiálu: ≤20 mm | Zčernalé okraje: Způsobené nadměrným výkonem laseru nebo pomalou rychlostí. Řešení: Optimalizujte parametry (např. 3kW laser pro 5mm ocel při 2m/min). |
| Používejte dusíkový asistenční plyn pro nerezovou ocel | Tvorba rzi: Exponované hrany oxidují. Řešení: Naneste dočasný antikorozní sprej nebo upřednostněte místa s práškovým nátěrem. |
2. CNC vrtání

Proces: Lisovací nástroje tvarují plechy do oblouků, přírub nebo reliéfních logotypů.
| Hlavní úvahy | Možné problémy a řešení |
| Obloukové tvary zvyšují estetickou hodnotu | Vysoké náklady na formy: Náklady na výrobu speciálních nástrojů jsou 2 000–10 000 USD. Řešení: Použití již existujícího návrhu krytu s zaoblenou horní částí od společnosti JDY. |
| Ideální pro sériovou výrobu | Konstrukční oslabení u dutých oblouků: Řešení: Použití demontovatelné obloukové konstrukce nebo použití nárazuvzdorného balení. |
Máte zájem dozvědět se více? Společnost JDY nabízí širokou škálu obloukových tvarů a bezpečných dopravních metod, které vyhovují zkoušce pádu z výšky 50 cm.
3. Ohýbání

Proces: Stiskněte brzdy a vytvořte V/U-tvarové ohyby s poloměry ≥1x tloušťka materiálu.
| Hlavní úvahy | Možné problémy a řešení |
| Automatické ohýbání pro konzistenci | Praskání: Způsobeno nesprávným ohybovým poloměrem. Řešení: Pro ocel 2 mm použijte poloměr ≥2 mm. |
| Směr vláken je důležitý (vyhýbat se rovnoběžným ohybům) | Zpružinění: Vysokopevnostní ocel se může vrátit zpět o 8–12°. Řešení: Přeohněte o 2–3°. |
Případová studie: Automatizace ohýbání snižuje výrobní čas o 40 % pro JDY.
4. Svařování a nýtování

| Metoda | Výhody | Nevýhody |
| Svařování | Silné, trvalé spoje | Deformace teplem; použijte přerušované svařování. Svarové zóny mohou korodovat, pokud nejsou opatřeny povrchovou úpravou. |
| Nýtování | Žádné deformace teplem, vhodné pro smíšené materiály | Slabé, pokud jsou otvory nesouosé. Estetické problémy s viditelnými nýty. |
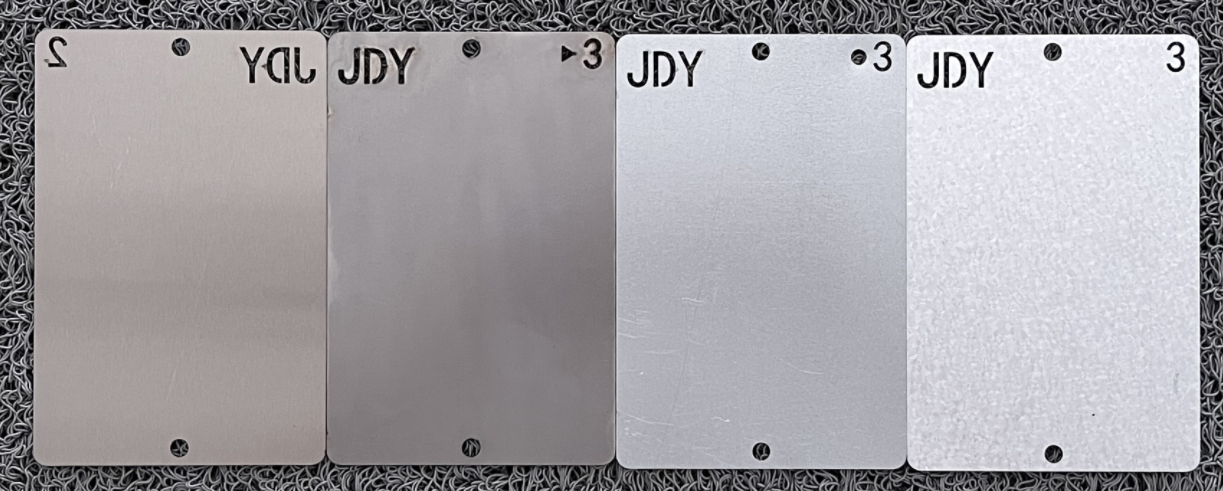
5. Nitrolakování

Proces: Elektrostatické natírání vytváří ochrannou vrstvu 60-80 μm.
| Krok | Nejlepší postupy |
| Předběžná úprava | - Odmaštění (pH 9-11 alkalické čisticí prostředky). - Fosfátování (2-3 g/m² zinková vrstva). |
| Rozprašování | - Udržujte vzdálenost 15-25 cm; napětí 50-80 kV. - Vyhněte se "pomerančové kůře" úpravou vlhkosti. |
| Vysoušování | - 180-200 °C po dobu 20-30 minut (pro úsporu energie používejte infrapanely). |
Běžné vady a jejich odstranění:
● Špatná přilnavost: Způsobeno olejovými zbytky. Řešení: Provést zkoušku lepicí páskou (ISO 2409).
● Blednutí barvy: Používejte UV-odolné prášky, které vydrží 10–15 let na venkovním prostředí.
Oddíl 3: Strategie úspory nákladů
● Materiál: Používejte pozinkovanou ocel místo nerezové oceli (úspora 30–50 %).
● Návrh: Standardizujte rozměry, aby se snížil odpad při laserovém řezání.
● Práce: Automatizujte ohýbání a svařování pro velké objednávky.
Závěr
Od laserového řezání po práškové lakování – každý krok výroby poštovních schránek vyžaduje přesnost, aby byla dosažena rovnováha mezi trvanlivostí a náklady. Výběrem správních materiálů a optimalizací výrobních procesů můžete vytvářet vysoce kvalitní poštovní schránky, které odolají počasí, krádežím a času.
● Chcete se ponořit hlouběji? Prozkoumejte naše následné průvodce:
● Jak zabránit rezavění kovových zásilkových boxů
 Aktuální novinky
Aktuální novinky2025-11-10
2026-04-03
2026-03-31
2015-06-01
2025-06-07
2025-03-31
Jsme přední výrobce poštovních schránek v Číně. Díky našim vlastním linkám pro práškové nátěry zaručujeme, že naše poštovní schránky vydrží venkovní podmínky po dobu 10 let.
1st Road, DongNan Industrial Zone 2, WuYi Road, JiangHai District, Jiangmen City, Guangdong Province, Čína
Copyright © JDY Hardware CO., LTD Všechna práva vyhrazena | Zásady ochrany soukromí|Blog







